Aluminum profile extrusion is a multi-stage, technology-intensive process. The main steps are as follows:
- Raw material pretreatment: The aluminum billet undergoes homogenization at 480–520°C for 4–8 hours to eliminate grain boundary segregation and ensure consistent metal flow during extrusion.
- Heating: The billet is heated to the plastic deformation temperature (450–500°C). The extrusion die is also preheated to approximately 480°C and soaked to match the billet temperature.
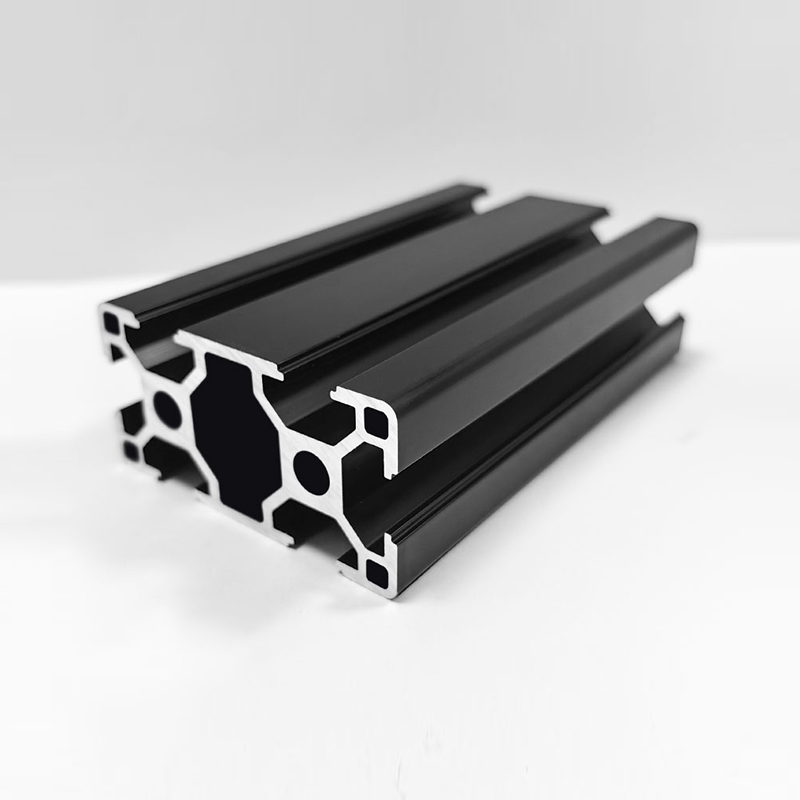
- Extrusion forming: The heated billet is forced through the die opening under high pressure (15–50 MN) to form a profile with a specific cross-section. Extrusion speed is adjusted based on the alloy properties—for example, 6063 aluminum alloy is typically extruded at 20–30 m/min.
- Cooling: The freshly extruded profile is immediately quenched online, cooling from 500°C to below 200°C within 60 seconds to ensure sufficient precipitation of the strengthening phase.
- Stretching: A stretching rate of 0.5%–3% is applied using a stretcher to relieve internal residual stress.
- Aging: The stretched profiles are loaded into material racks and transferred to the aging furnace, where they are held at 200°C for 2 hours.
- Surface treatment: Depending on requirements, surface treatments such as anodizing, electrophoretic coating, or powder coating are applied.
- Quality inspection: Finished products undergo comprehensive inspection, including dimensional checks and mechanical property testing.
 English
English Español
Español